真空成形の成形不良対策:発泡編
真空成形は、熱で軟化させたシート状のプラスチックを金型に密着させて成形する、自由度の高い加工方法です。しかし、その過程で「発泡」と呼ばれる成形不良が発生することがあります。本記事で...
真空成形は、熱で軟化させたシート状のプラスチックを金型に密着させて成形する、自由度の高い加工方法です。しかし、その過程で「発泡」と呼ばれる成形不良が発生することがあります。本記事では、真空成形における発泡の原因と、その具体的な対策について詳しく解説します。
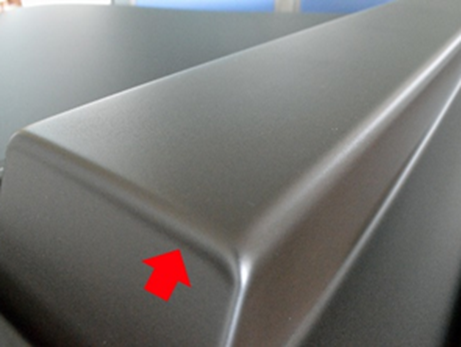
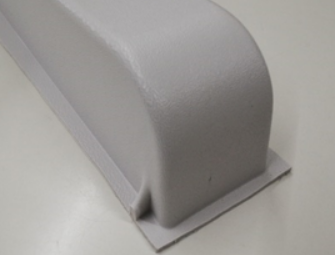
発泡とは、成形品に小さな泡が多数発生し、表面に小さな凹凸が現れる不良を指します。製品の見た目を大きく損なうため、特に外観の美しさが求められる化粧カバーやデザイン性の高い製品においては、絶対に避けたい成形不良の一つです。この気泡は、材料に含まれる水分や揮発成分が、成形時の熱と真空による減圧によって気化することで発生します。
真空成形における発泡の原因を把握するためには「材料の水分管理」と「加熱の最適化」という2つの側面を押さえる必要があります。
まず、成形工程における加熱は、材料の流動性と仕上がりを左右する極めて繊細なプロセスです。特に夏場は外気温の上昇に伴い、材料や設備が想定以上に高温になりやすいため、過加熱に陥るリスクが高まります。材料が湿気を帯びた状態で過度に加熱されると、内部の水分が急激に気化して「発泡」を誘発し、外観や強度に致命的な欠陥をもたらします。一方で、発泡を恐れるあまり加熱が不十分になれば、材料の伸びが悪くなって成形時に無理な負荷がかかり、狙い通りの形状を実現できなくなります。つまり、発泡を抑えつつ賦形性を確保する「適切な加熱温度の維持」こそが、成形の成否を分ける鍵となります。
また、材料の観点においても、その特性と環境要因を正しく把握しなければなりません。プラスチックには種類によって吸湿性の差があり、ABSやカイダック(アクリル変性高衝撃塩ビ板)は水分を吸収しやすく、梅雨や夏場などの高湿度な環境下では特に発泡のリスクが増大します。これに対し、ポリプロピレン(PP)のように吸湿性が低い材料は、比較的発泡しにくいという特性を持っています。こうした材料特性に加え、保管期間の影響も無視できません。長期間保管された古い材料は、新しい材料に比べて湿気を吸っている可能性が高いため、品質を安定させるためには「先入れ先出し」を徹底し、材料の鮮度を保つ在庫管理が不可欠です。
結論として、季節に応じた適切な加熱条件の調整と、材料特性を考慮した厳格な保管管理の両輪が揃うことで、初めて発泡トラブルを未然に防ぎ、安定した品質を実現することが可能となります。
複雑形状品ではより発泡しやすい!?
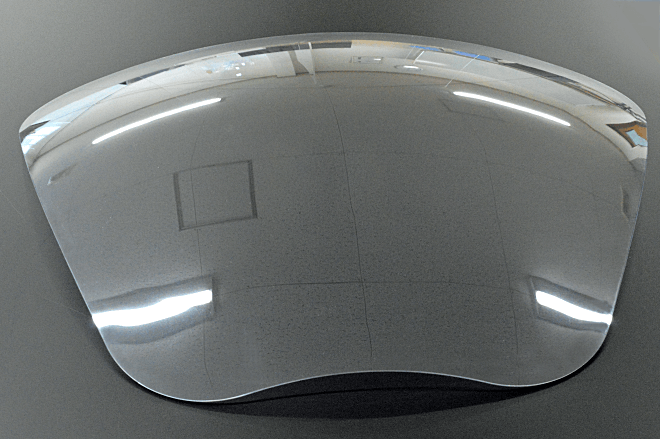
成形プロセスにおける材料の挙動も、発泡の発生に大きく関わっています。角のRが小さい部分や、深い絞り形状を持つ製品など、材料が大きく引き伸ばされる複雑な形状を成形する際には注意が必要です。材料が薄く引き伸ばされると、内部の水分が表面に露出しやすくなり、結果として発泡を引き起こします。
発泡は、その原因を理解し、適切な対策を講じることで未然に防ぐことが可能です。
最も効果的な対策の一つが、成形前に材料を予備乾燥させることです。ABSやカイダックのように吸湿性の高い材料を使用する場合は、専用の乾燥機を用いて、成形前に一定時間熱を加え、材料内部の水分を徹底的に除去します。これにより、発泡の根本原因を取り除くことができます。
長期間保管された樹脂材料は、自ずと多く湿気を吸ってしまいます。これを防ぐために、材料の品質管理を徹底することが重要です。例えば、湿気防止のシートにて材料を包むなどの対策が挙げられます。
真空成形機の設定を最適化することも、発泡防止に有効です。材料の種類、厚み、色、そして季節や室温に応じて、ヒーターの温度や加熱時間を微調整します。
三栄プラテックでは、真空成形・圧空成形から熱プレス成形・R曲げ加工まで幅広く対応しております。お客様のご要望に合わせて最適な工法をご提案することも得意としておりますので、工法選定に困った際は、是非三栄プラテックにご相談ください。