
小口(切断面)の処理方法について
プラスチックシート(板)という素材は、多くは塗装せずに表面をそのまま活かし見せることが多いものです。
小口(こぐち、木口とも書く)、つまり切断面の処理方法は樹脂や用途により選択します。
当社では大きく分けると次の3パターンになります。
- 切りっぱなし
- カンナ仕上げ
- 磨き
切りっぱなし
文字通り切断するだけで、手は加えません。
小口は何も加工しないので最もコストが低くなります。
例)
サンルームの屋根などはスモーク色のポリカーボネートが使われていることが多いです。
この場合、アルミフレームの中に小口が隠れるので「切りっ放し」です。
カンナ仕上げ
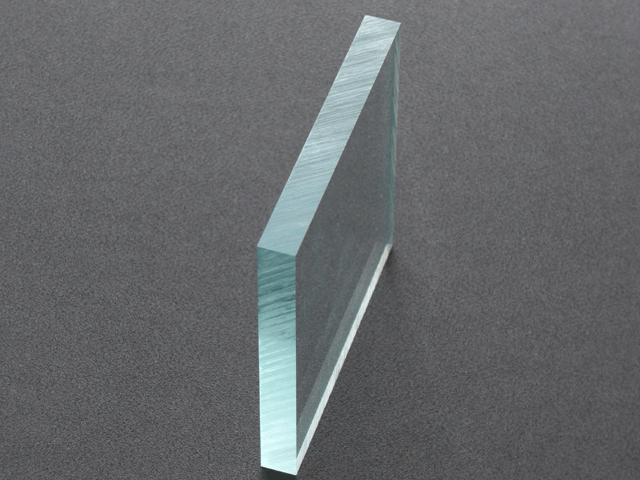
「カンナ仕上げ」は切断後に手押しカンナ盤または自動カンナ盤で小口面を削って滑らかにします。
透明プラスチックであればカンナをかけた面の色合いはくもりガラスのようになります。
また、カンナの刃の跡(ナイフマーク)が着きます。
鋸刃の目が残ったままでは外観上都合が悪く、艶を出す必要までは無い場合、または磨き加工を施しても艶が出ない素材を使う場合に使う処理方法です。
カンナ盤を使うことが出来ないサイズ、または重量がある場合は、手間はかかりますが手作業で切断面を削り滑らかにする場合もあります。
小口を溶剤接着する場合はほとんどの場合でカンナをかけます。
例)
機械カバーや生産設備など。
電飾看板など乳半色のアクリルは内部から照明器具で光らす場合は艶はほとんど見えなくなるので、コストを抑える場合は磨き加工まで必要ないと思います。
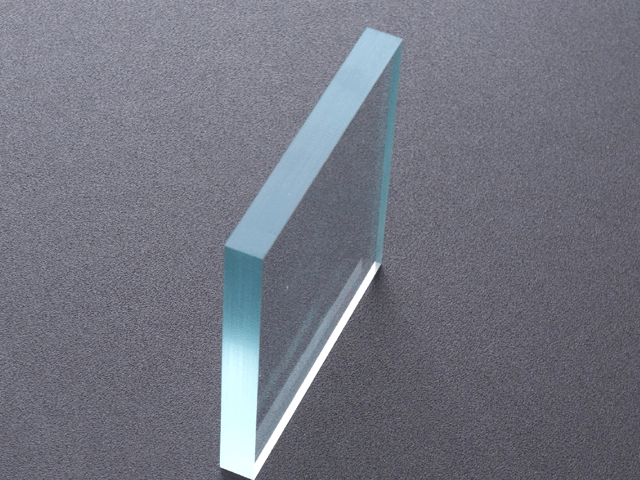
磨き加工
「磨き加工」は、小口を艶のある状態にしますが、加工可能な樹脂は限られています。
需要もほぼ透明度のある樹脂だけとなっています。
一般的にはアクリルだけです。
ポリカーボネート、PET樹脂、塩ビは少しは艶が出ますがあまり状態はよくありません。
加工方法はいくつもあるので後述します。
加工コストは
磨き>カンナ仕上げ>切りっ放し
となります。
小口が見えなくなる場合(例えば金物の枠に収まる場合など)は「切りっ放し」にする、展示館や商業施設で使用するため外観美が必要な場合などは「磨き」加工を施すなど、用途に応じてコストをかけるか選択します。
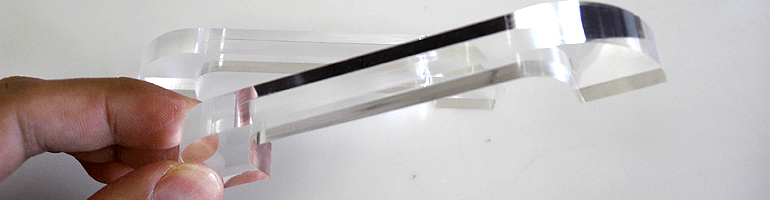
写真はアクリル製のテーブル

磨き加工の選択
バフ磨き
小口をカンナ盤で処理したあとにバフ(羽布)研磨で艶を出します。

当社の場合、最も多く使う磨き加工です。
同時に複数枚磨けるため、磨き加工としてはコスト面で優れてます。
しかし、切り欠き部分など入り組んだ形状などは出来ない場合があります。
艶を出すことによってカンナ刃の切削模様(ナイフマーク)が目立つので、小口面が大きい場合(厚肉)の場合はコストアップしますが他の方法を選ぶ場合が多いです。
また、黒色のアクリルはあまり綺麗にならないので別の方法で磨く場合があります。
ガス磨き
小口をカンナ盤で処理したあとに磨き専用のガスバーナーで炙り艶を出します。

熱で溶かして艶を出すので小口の縁が少し丸く膨張します。
精度を要するものには使えません。
バフ磨きと違って切り欠き部分など細かく入り組んだ形状でも艶を出すことが出来ます。
カンナの切削模様はある程度溶けますが、完全には取り除けません。
アクリルに熱によるヒズミが入るので溶剤などで拭くとクラックが入るので注意が必要です。
また、接着剤が触れてもクラックが入るので、接着加工がある場合は接着工程の後に磨きます。
厚物の小口はムラになりやすいので向きません。
1個ずつ磨くのでバフ磨きのほうがわずかに効率がいいですが形状によってはガス磨きの方が早く磨けることがあります。
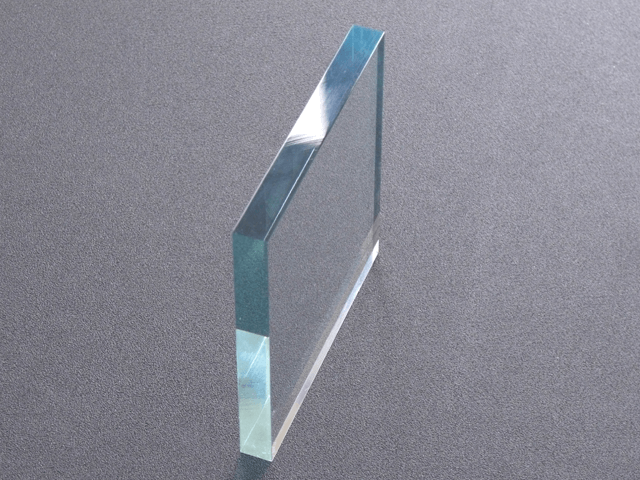
ペーパーバフ磨き
小口面をカンナ盤で処理したあとにサンドペーパーで研磨してカンナの切削跡(ナイフマーク)を取り除いてからバフ研磨します。

平滑になった小口面を艶を出すので鏡面のようになります。
サンドペーパーの研磨工程で細かい番手のペーパーを使えば使うほど綺麗な艶を出すことが出来ますが、時間が増える分コストが増えます。
予算や製品の用途によって無駄なコストをかけないようにします。
磨き加工が必要な場合は肉厚8mm以上からこの方法で磨くことが多いです。
大変綺麗に仕上がるのですがこの方法はサンドペーパーの磨き工程で小口が少し丸くなることが欠点です。
主な用途は 展示館、美術館、商業施設でも化粧品関係などで使われる外観美が重要な製品 (このような用途の場合は5mm厚でもこの方法で磨くことがあります)
自動磨き
当社にはアクリルの小口を自動で磨く機械があります。 ダイヤの刃で削って鏡面にします。
艶はペーパーバフのほうが少し上ですが、小口面が丸くなることもなくシャープな仕上がりです。
欠点は曲げ加工したものや大きいサイズや小さすぎるサイズなどは機械に収まらず、加工できません。
また、磨き加工時間はペーパーバフ磨きよりは早いですが、バフ磨きやガス磨きよりは時間がかかります。
そのため、コストが高くなるので使い分けが必要になります。
当社はR曲げ加工が多いため、使用頻度はあまり高くありません。