真空成形の成形不良対策:ショックライン編
真空成形は、コスト効率の良さから、自動車部品、家電製品など、私たちの身の回りの様々な製品に利用されています。しかし、製造過程で「ショックライン」をはじめとした成形不良が発生すれば、...
真空成形は、コスト効率の良さから、自動車部品、家電製品など、私たちの身の回りの様々な製品に利用されています。しかし、製造過程で「ショックライン」をはじめとした成形不良が発生すれば、製品の外観品質を著しく低下させることになります。本記事では、このショックラインの発生原因から、設計段階および成形段階で実施できる具体的な対策まで、専門的な知見を基に詳しく解説します。
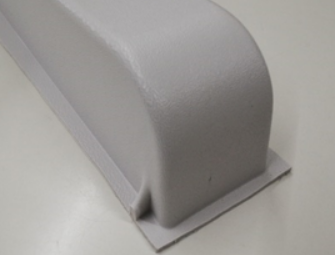
真空成形は、熱可塑性プラスチックシートを加熱して軟化させた後、シートと成形型の間を真空状態にすることで、シートを金型に密着させて特定の形状に成形する加工方法です。成形後はプラスチックシートを冷却して固化させ、最終工程で不要な部分をトリミング(切断)することで製品が完成します。この技術は、比較的低コストで大型の製品や複雑な形状の製品を製造できるため、多岐にわたる産業で広く採用されています。
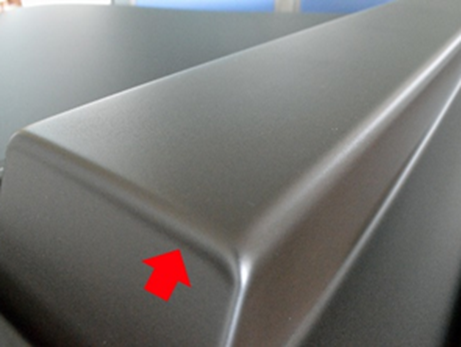
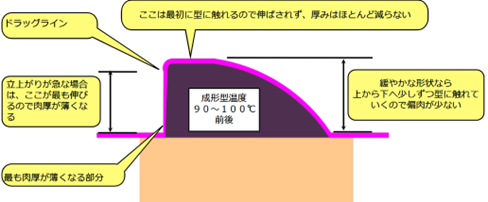
ショックラインは、ドラッグラインとも呼ばれる代表的な成形不良の一つです。製品の表面、特に立ち上がり面の頂点に近い部分やコーナー部分に、肉厚が急激に変化する境界線として現れます。この線状の跡は、製品の外観を大きく損なう原因となり、特に意匠性が求められる製品においては致命的な欠陥と見なされます。光の当たり方によってはっきりと視認できるため、品質基準をクリアできないケースも少なくありません。
ショックラインは、成形プロセスにおける樹脂の冷却と延伸の不均一性によって引き起こされます。
成形中、加熱され軟化した樹脂シートは、まず金型に接触した部分から冷却が始まります。冷却された部分は硬化し、伸びにくくなる性質があります。一方で、まだ金型に接触していない、あるいは接触が遅れた部分は高温状態を保ち、よく伸びる状態にあります。
この結果、金型に早期に接触した部分は厚みが保たれるのに対し、後から引き延ばされて接触した部分は薄くなります。この厚い部分と薄い部分の境界が、くっきりとした線状の「ショックライン」として製品表面に現れるのです。つまり、成形過程における樹脂の「伸びの差」が、そのまま外観不良として可視化されたものと言えます。
ショックラインの発生を抑制するためには、設計段階と成形段階の両方で適切なアプローチを取ることが不可欠です。
製品の設計を見直すことで、ショックラインの発生リスクを大幅に低減させることが可能です。
製品のコーナー部分のR(半径)をできるだけ大きく設定し、抜き勾配(製品を金型から抜きやすくするための傾斜)を増やすことが極めて有効です。Rが大きく、勾配が緩やかであるほど、型に当たる時間差が短くなり、均一に延伸されやすくなるため、急激な肉厚の変化が起こりにくくなります。
成形性、特に延伸性に優れた材料を選択することも重要な対策です。よく伸びる材料を使用することで、応力が集中しにくくなり、ショックラインの発生を抑制できます。
また、ショックラインの発生が避けられない場合でも、その影響を視覚的に目立たなくさせる工夫も有効です。例えば、白やベージュといった明るめの色や、深めで大きめのシボ模様(梨地など)が施された素材を選定することで、ショックラインが外観に与える影響を最小限に抑えることができます。
成形条件を精密に調整することは、ショックライン対策の要となります。
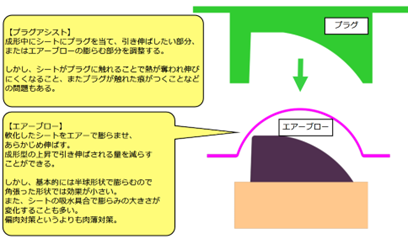
本格的な真空引きを行う前に、樹脂シートをあらかじめ引き延ばしておく「予備成形」が非常に重要です。代表的な手法として、軟化したシートに下から空気を吹き付けてドーム状に膨らませる「予張ブロー」や、プラグと呼ばれる補助型でシートを押し込む「プラグアシスト」などがあります。これにより、シート全体の伸びが均一化され、ショックラインの発生を防ぎます。
真空成形は、非常に多くの要素が複雑に絡み合う加工法です。金型の温度、ヒーターの部位別加熱温度、真空引きのタイミングや強さ、金型昇降の速度など、無数とも言える条件を最適化する必要があります。
しかし、これらの条件は、季節や天候による工場内の温度・湿度の変化といった外部環境の影響も受けやすく、一度設定すれば万全というわけではありません。そのため、長年の経験とノウハウに基づき、生産中に常に状態を監視し、微調整を繰り返していくことが、安定した品質を維持する上で不可欠となります。
三栄プラテックでは、真空成形・圧空成形から熱プレス成形・R曲げ加工まで幅広く対応しております。お客様のご要望に合わせて最適な工法をご提案することも得意としておりますので、工法選定に困った際は、是非三栄プラテックにご相談ください。